

产品中心
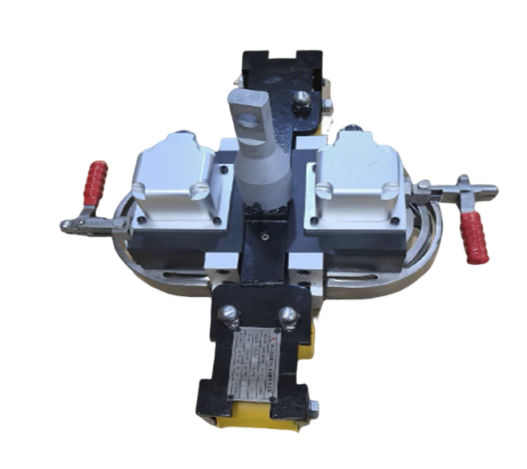
主要技术参数走缆方式直线走缆适应钢丝φ3.2-φ4.0以上……

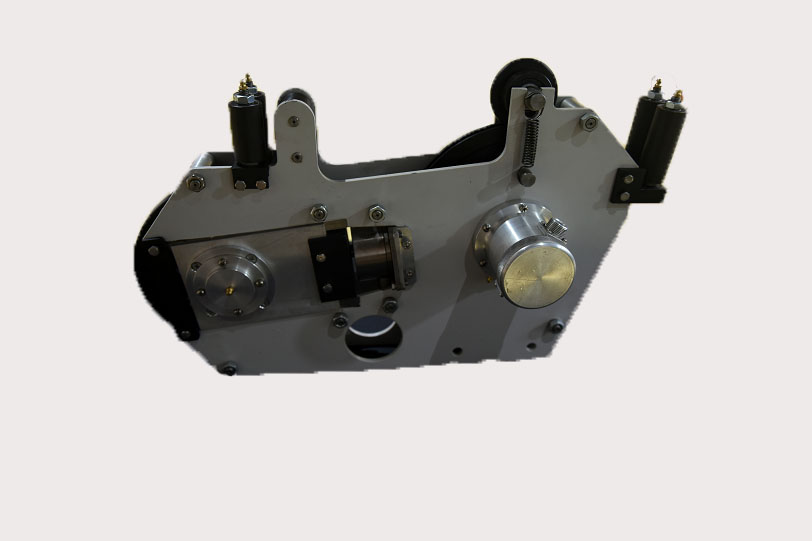
主要技术参数走缆方式绕主、副计量轮一周适应钢丝φ2.4……
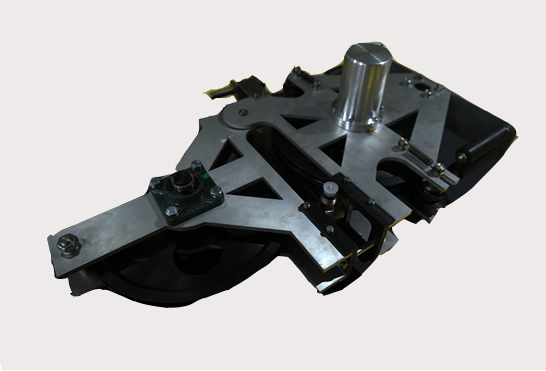
主要技术参数走缆方式绕计量轮一周适应钢丝φ1.6-φ2.4……


|
主要技术参数
|
技 术 参 数
|
|
走缆方式
|
曲线 |
|
适用钢丝绳
|
φ13——φ25
|
|
计量轮周长
|
1000 mm |
| 光电编码器 |
量程:0——9999.9 精度:优于0.1%
|
|
脉冲数:
960/m
|
|
|
尺寸(长×宽×高)
|
460
×
350
×
800
mm
|
|
自重
|
50 kg |
|
工作温度
|
-45℃——+70℃ |
|
用途简介
|
抽汲、捞油
|
| 备 注 | 对抽汲、时间、深度、速度、井号及抽汲次数均有显示及记录功能 |

2 .智能绞车面板与其安装设备电缆接线图及线色定义:

|
常 见 故 障 及 排 除
|
||
|
出现故障
|
排 除 方 法
|
备 注
|
| 仪器面板不亮 | 1.电源正负极接反,仪器面板红线+、黑线-。 |
|
| 2、保险丝断,面板前有一个旋钮拧开后更换保险。 | ||
| 3、供电电压为直流12V。 | ||
| 仪器面板报警 | 1、设置脉冲数、目的层深度、极限速度、极限张 |
|
|
力,其中某一个设为零,便报警。
2、工作状态中开关不可拨向拨向采集数据一端,应拨向工作端。
|
||
|
深度不准
|
1、每口井抽汲前先定位清零。 |
|
|
2、脉冲数设置应为09600即准确。
3、检查编码器连接轴是否松动。(如后图所示)
|
||
| 1、检查脉冲数是否设置; | 建议每个队备 | |
|
面板深度速度
|
2、检查连接线是否通断; | 一个电烙铁,及 |
|
不走
|
3、检查抽汲轮上编码器插座线头是否松动; | 万用表。 |
| 4、光电编码器连接轴是否松动。 | ||
|
插编码器插头方法
|
对准缺口只用拧顶端丝扣半圈即可(快速插头) | |
| 1、打黄油过量,大量黄油进入编码器后会使 | 建议:每三天加一次 | |
|
光电编码器易坏
|
编码器损坏; | 黄油,手动黄油枪打 |
|
原因
|
2、不能让油泥及水进入编码器; | 3-4抢即可。 |
|
|
3、不用时,编码器插座上应上好插头保护罩。 | |
| 1、光电编码器; | ||
|
易损件
|
2、光电编码器插座张力计航插; | |
| 3、计量轮。 | ||

 页面位置 :
页面位置 :
 联系人:虎崇学
联系人:虎崇学 联系电话:13909107387
联系电话:13909107387 联系地址:咸阳秦都区西部云谷1期12号楼103
联系地址:咸阳秦都区西部云谷1期12号楼103







